STUDI KASUS PENGENDALIAN MUTU DI INDUSTRI PERIKANAN
Jumat, 04 November 2016
Kuliah & Sekolah,
Makalah,
Pengendalian Mutu Hasil Perikanan,
STUDI KASUS PENGENDALIAN MUTU DI INDUSTRI PERIKANAN
Edit
STUDI KASUS PENGENDALIAN MUTU DI INDUSTRI PERIKANAN - Hallo semuanya Pembaca Berita, Pada postingan berita kali ini yang berjudul STUDI KASUS PENGENDALIAN MUTU DI INDUSTRI PERIKANAN, telah di posting di blog ini dengan lengkap dari awal lagi sampai akhir. mudah-mudahan berita ini dapat membantu anda semuanya. Baiklah, ini dia berita terbaru nya.
Judul Posting : STUDI KASUS PENGENDALIAN MUTU DI INDUSTRI PERIKANAN
Link : STUDI KASUS PENGENDALIAN MUTU DI INDUSTRI PERIKANAN

DAFTAR PUSTAKA
Ahimbisibwe, J.B. 2010. “Effect of Bleeding on the Quality of Amberjack (Seriola dumerili) and Red Sea Bream (Pagrus major) Muscle Tissues During Iced Storage and Detection of Cathepsin L. in Red Cell Membrans of Fish Blood”. Mie University Scholarly E-Collection. Japan.
Bonnel, A.D. 1994. Quality Assurance in Seafood Processing: A practical Guide. Chapman and Hall. London
[CAC] Codex Alimentarius Commission, 2003. CAC/RCP 1-1969, Rev. 4 Recommended International Code of Practice General Principles of Food Hygiene. (http://www.codexalimentarius.net. Diakses pada 29 November 2015 pukul 16:00 WIB).
Hadiwiyoto, S. 1983. Hasil-hasil Olahan Susu, Ikan, Daging dan Telur. Liberty.Yogyakarta.
Hermawan, T. 2005. Sistem Manajemen HACCP. PT Bumi Aksara. Jakarta.
Husni, A dan Putra, MGS. 2014. Pengendalian Mutu Hasil Perikanan. Gadjah Mada University Press. Yogyakarta.
Junianto. 2003. Teknik Penanganan Ikan. Penebar Swadaya. Jakarta
Laili, Rizki Ridha. 2010. Laporan Magang Di Pt. Mayafood Industries Pekalongan Jawa Tengah (Proses Pembuatan Tepung Ikan). Program Diploma III Teknologi Hasil Pertanian, Fakultas Pertanian, Universitas Sebelas Maret. Surakarta.
Lukman, D.W. 2001. Good Manufacturing Practices (GMP). Makalah Training Penerapan HACCP. Ditjen Bina Produksi Peternakan - Deptan Kerjasama dengan Fakultas Kedokteran Hewan – Institut Pertanian Bogor. 27-31 Agustus 2001, Bogor.
Mayes J. 2001. HACCP: Principles and Applications. Van Nostrand Reinhold. New York.
Moeljanto, R. 1992. Pengawetan dan Pengolahan Hasil Perikanan. Swadaya. Jakarta.
Muhandri T., dan Kadarisman D. 2006. Sistem Jaminan Mutu Industri Pangan. Bogor : IPB Press.
Suardi, R. 2001. Sistem Manajemen Mutu ISO 9000: 2000: Penerapannya untuk Mencapai TQM. Penerbit PPM. Jakarta.
Thaheer H. 2005. Sistem Manajemen HACCP. Buku Aksara. Jakarta.
Teteh, E.N. “Effect of Different Bleeding Conditions on the colour Tone of Fresh , Frozen, and Salted Fillets of Atlantic Cod (Gadus Marhua)”. Final Project. United Nation university Fisheries Training Programme. Iceland
Winarno F.G, dan Surono. 2002. HACCP dan Penerapannya dalam Industri Pangan. M-Brio Press. Bogor.
Wiryanti J, dan Witjaksono HT. 2001. Hazard Analysis and Critical Control Point dalam Pelatihan Manajemen Dokumentasi dan Perekaman serta Audit Internal Hazard Analysis and Critical Control Point. 12-20 Maret 2001. Bogor.
.
Anda sedang membaca posting tentang STUDI KASUS PENGENDALIAN MUTU DI INDUSTRI PERIKANAN dan berita ini url permalinknya adalah http://nyimakpelajaran.blogspot.com/2016/11/studi-kasus-pengendalian-mutu-di.html Semoga info lowongan ini bisa bermanfaat.
Judul Posting : STUDI KASUS PENGENDALIAN MUTU DI INDUSTRI PERIKANAN
Link : STUDI KASUS PENGENDALIAN MUTU DI INDUSTRI PERIKANAN
MAKALAH PENGENDALIAN MUTU HASIL PERIKANAN
STUDI KASUS PENGENDALIAN MUTU DI INDUSTRI PERIKANAN
DISUSUN OLEH:
AHMAD SYAIFUR RIZAL 13/345880/PN/13121
ANNISA TRISTIANA P. 13/345949/PN/13134
RATIH PARAMADINA S. 13/349926/PN/13309
AGNESYA DINDA R. 13/350122/PN/13350
NUR AFIDAH BEKTI A. 13/353832/PN/13509
FATKHANA INDAH K. 13/353940/PN/13516
AMARA FAIZ WRIAHUSNA 14/367219/PN/13822
JURUSAN PERIKANAN FAKULTAS PERTANIAN
UNIVERSITAS GADJAH MADA
YOGYAKARTA
2015
BAB I
PENDAHULUAN
A. Latar Belakang
Sikap yang selektif dan kritis dari pelanggan dalam memilih produk sesuai dengan kebutuhan dan keinginan mereka, menjadikan perusahaan dituntut untuk selalu menghasilkan produk-produk yang bermutu agar tidak ditinggalkan oleh pelanggannya. Hal ini kemudian menghadapkan perusahaan pada persoalan lain yaitu upaya menjaga dan meningkatkan mutu produk yang dihasilkan, namun tetap dengan biaya yang dapat diterima (fleksibel). Di industri perikanan pengendalian mutu mutlak dilakukan karena produk perikanan cepat mengalami kemunduran mutu. Pengendalian mutu tersebut meliputi pengawasan setiap kegiatan industri perikanan agar memenuhi persyaratan teknis, higienitas dan pemasaran dengan tujuan agar produk yang dihasilkan dapat diterima oleh konsumen dalam batas-batas standar yang telah ditetapkan.
Pemeliharaan dan pengendalian mutu merupakan faktor penting bagi suatu perusahaan untuk menjaga konsistensi mutu produk yang dihasilkan, sesuai dengan tuntutan pasar, sehingga perlu dilakukan manajemen pemeliharan dan pengendalian mutu untuk semua proses produksi. Pemeliharaan dan pengendalian mutu harus dilakukan sejak awal proses produksi sampai saluran distribusi untuk meningkatkan kepercayaan konsumen, meningkatkan jaminan keamanan produk, mencegah banyaknya produk yang rusak dan mencegah pemborosan biaya akibat kerugian yang ditimbulkan.
Metode pengukuran mutu ikan merupakan salah satu cara untuk mengetahui tingkat suatu mutu dari ikan tersebut. Pengukuran mutu ikan dapat dibagi menjadi 3 yaitu secara kimiawi, fisik dan mikrobiologi (Amir dan Putra, 2014). Hal ini sangat penting bagi suatu perusahaan agar mengetahui mutu dari bahan baku yang akan masuk ke pabrik karena jika bahan baku yang masuk tersebut jelek maka akan mempengaruhi dari produk akhir yang dihasilkan.
Hazard Analysis Critical Control Point (HACCP) merupakan alat untuk memperkirakan potensi bahaya dan menentukan sistem pengendalian yang berfokus pada pencegahan terjadinya bahaya dan bukannya sistem yang semata-mata bergantung pada pengujian produk akhir (Hermawan, 2005). HACCP mencakup 2 aspek kegiatan yakni Good Manufacturing Practices (GMP) dan Sanitation Standard Operating Procedure (SSOP) sebagai standar dalam penerapan sistem pengendalian mutu terpadu HACCP sangat diperlukan untuk memastikan bahwa produk yang dihasilkan aman untuk dikonsumsi sehingga tidak mendatangkan kerugian pada pihak konsumen dan produsen.
B. Tujuan
1. Untuk mengetahui upaya dalam mempertahankan mutu produk pangan sesuai standart.
2. Untuk mengetahui proses mempertahankan mutu dengan penerapan HACCP, GMP dan SSOP pada suatu perusahaaan pengolahan hasil perikanan dan dapat dibandingkan dengan standar yang ada.
C. Manfaat
1. Makalah ini diharapkan dapat menambah wawasan tentang pengendalian mutu bahan baku dari segi pemeliharan mutu dan metode pengukuran mutu.
2. Makalah ini diharapkan dapat memberikan pengetahuan secara luas tentang penerapan HACCP di perusahaan pengolahan hasil perikanan.
BAB II
TINJAUAN PUSTAKA
A. Pengertian Pengendalian Mutu Hasil Perikanan
1. Pengendalian
Pengendalian Menurut kamus bahasa Indonesia (1992), arti pengendalian secara umum yaitu proses, cara, pembuatan, mengendalikan, atau pula dapat pengawasan atas kemajuan (tugas) dapat membandingkan hasil dan sasaran secara teratur serta menyesuaikan usaha (kegiatan) dengan hasil pengawasan, sehingga dengan kata lain, pengendalian adalah nama lain dari pegawasan. Sementara itu arti kendali dalam industri adalah suatu proses untuk mendelegasikan tanggung jawab dan wewenang untuk kegiatan manajemen sambil tetap menggunakan cara-cara untuk menjamin hasil yang memuaskan
2. Mutu
Mutu adalah suatu yang diputuskan oleh suatu pelanggan, bukan pula oleh pemasaran atau manajemen umum. Mutu didasarkan pada pengalaman aktual pelanggan pada produk atau jasa, diukur berdasarkan persyaratan pelanggan tersebut dinyatakan atau tidak dinyatakan, disadari atau hanya bisa dirasakan, dikerjakan secara teknis atau bersifat subjektif dan selalu mewakili sasaran yang bergerak dalam pasar yang penuh persaingan. Sementara itu mutu produk dan jasa dapat didefinisikan sebagai keseluruhan gabungan karakteristik produk dan jasa pemasaran, rekayasa, pembuatan dan pemeliharaan membuat produk dan jasa yang digunakan memenuhi harapan pelanggan (Feigenbaum, 1992). Maksud dari kebanyakan pengukuran mutu ini adalah menentukan dan megevaluasikan dengan derajat atau tingkat dimana jasa atau produk mendekati hasil yang baik.
2. Pengendalian Mutu
Dari uraian diatas maka dapat disimpulkan bahwa definisi pengendaian mutu adalah suatu proses pengendalian dan pengawasan atas kemajuan dengan membandingkan hasil dan sasaran secara teratur serta menyesuaikan usaha atau kegiatan dengan hasil pengawasan agar konsumen atau pelanggan merasa tetap puas dengan produk atau jasa yang ditawarkan. Menurut Feigenbaum (1992), pengendalian mutu terpadu dapat didefinisikan sebagai : “Suatu sistem yang efektif untuk memadukan pengembangan mutu, pemeliharaan mutu dan usaha-usaha perbaikan mutu dari berbagai kelompok didalam suatu organisasi untuk memungkinkan produksi dan jasa berada pada tingkat yang paling ekonomis yang memungkinkan kepuasan konsumen secara penuh”. Melaksanakan kendali mutu menurut Feigenbaum (1992) berarti :
a) Menggunakan pengawasan mutu sebagai dasar.
b) Melaksanakan pengendalian biaya, harga dan laba secara terintegrasi.
c) Pengendalian jumlah (jumlah produksi, penjualan, dan persediaan), dan tanggal pengiriman.
Jika semua divisi dan semua pegawai perusahaan berpartisipasi dalam pengendalian mutu terpadu, mereka harus melaksanakan kendali mutu dalam pengertian yang luas, yang mencakup pengendalian biaya, dan pengendalian jumlah. Jika tidak, kendali mutu bahkan dalam pengertian singkatnya tidak dapat dilaksanakan
3. Pengendalian Mutu Hasil Perikanan
Mutu mengandung arti nilai-nilai tertentu yang diinginkan pada suatu material. Pada ikan dan produk cepat busuk lainnya, mutunya identik dengan kesegaran. Ikan yang sangat segar baru ditangkap dikatakan bermutu tinggi. Istilah “segar” memiliki dua pengertian, yakni baru dipanen atau ditangkap dan mutunya masih asli belum mengalami kemunduran apapun.
Ikan yang baik adalah ikan yang masih segar. Ikan segar dapat diperoleh jika penanganan dan sanitasi yang baik, semakin lama ikan dibiarkan setelah ditangkap tanpa penanganan yang baik akan menurunkan kesegarannya. Faktor-faktor yang menentukan mutu ikan segar dipengaruhi, antara lain:
a) Cara penangkapan ikan
b) Pelabuhan perikanan
c) Berbagai faktor lainnya, yaitu mulai dari pengalengan, pengepakan, pengangkutan, pengolahan.
Kesegaran adalah tolok ukur untuk membedakan ikan yang kualitasnya baik atau tidak. Berdasarkan kesegarannya, ikan dapat digolongkan menjadi empat kelas mutu, yaitu ikan yang tingkat kesegarannya sangat baik sekali (prima), ikan yang kesegarannya baik (advanced), ikan yang kesegarannya mundur (sedang), ikan yang sudah tidak segar lagi (busuk).
Parameter untuk menentukan kesegaran ikan terdiri atas faktor-faktor fisikawi, sensori/organoleptik/kimiawi dan mikrobiologi. Kesegaran ikan dapat dilihat dengan metode yang sederhana dan lebih mudah dibandingkan dengan metode lainnya dengan melihat kondisi fisik, yaitu sebagai berikut:
a) Kenampakan luar
Ikan yang masih segar mempunyai penampakan cerah dan tidak suram. Keadaan itu karena belum banyak perubahan biokimia yang terjadi. Metabolisme dalam tubuh ikan masih berjalan sempurna. Pada ikan tidak ditemukan tanda-tanda perubahan warna, tetapi secara berangsur warna makin suram, karena timbulnya lendir sebagai akibat berlangsungnya proses biokimiawi lebih lanjut dan berkembangnya mikrobia.
b) Lenturan daging ikan
Daging ikan segar cukup lentur jika dibengkokkan dan segera akan kembali ke bentuknya semula apabila dilepaskan. Kelenturan itu dikarenakan belum terputusnya jaringan pengikat pada daging, sedangkan pada ikan busuk jaringan pengikat banyak mengalami kerusakan dan dinding selnya banyak yang rusak sehingga daging ikan kehilangan kelenturan.
c) Keadaan mata
Parameter ini merupakan yang paling mudah untuk dilihat. Perubahan kesegaran ikan akan menyebabkan perubahan yang nyata pada kecerahan matanya.
d) Keadaan daging
Kualitas ikan ditentukan oleh dagingnya. Ikan yang masih segar, berdaging kenyal. Daging ikan yang belum kehilangan cairan daging kelihatan basah dan pada permukaan tubuh belum terdapat lendir yang menyebabkan kenampakan ikan menjadi suram/kusam dan tidak menarik.
e) Keadaan insang dan sisik
Warna insang dapat dikatakan sebagai indikator. Ikan yang masih segar berwarna cerah merah, sedangkan ikan yang tidak segar berwarna coklat gelap. Insang merupakan pusat darah mengambil oksigen mengambil air. Ikan yang mati mengakibatkan peredaran darah terhenti, bahkan sebaliknya dapat teroksidasi sehingga warnanya berubah menjadi merah gelap. Sisik ikan dapat menjadi parameter kesegaran ikan, untuk ikan bersisik jika sisiknya masih melekat kuat, tidak mudah dilepaskan dari tubuhnya tersebut berarti ikan masih segar.
B. Industri Perikanan
Industri adalah suatu usaha atau kegiatan pengolahan bahan mentah atau barang setengah jadi menjadi barang jadi barang jadi yang memiliki nilai tambah untuk mendapatkan keuntungan. Usaha perakitan atau assembling dan juga reparasi adalah bagian dari industri. Hasil industri tidak hanya berupa barang, tetapi juga dalam bentuk jasa.
Sistem adalah suatu kesatuan elemen yang berdiri sendiri dan bekerja sama untuk mencapai tujuan yang berguna. Sedangkan Sistem Industri adalah kumpulan elemen masukan (Manusia, Material, Mesin, Money) dan lingkungan yang berdiri sendiri, tapi bila berinteraksi melakukan kegiatan produksi akan menghasilkan tujuan akhir yang bernilai tambah. Sistem Industri Perikanan yaitu suatu usaha di bidang perikanan yang berorientasi pada komersial dan tidak bisa berdiri sendiri yang mempunyai beberapa subsistem, antara lain pengadaan input termasuk sarana produksi, yaitu pengadaan bahan baku, teknologi proses, pemanfaatan dan pengolahan limbah, pemasaran, transportasi, fasilitas kelembagaan ekonomi dan non ekonomi.
C. Proses Pengendalian Mutu
Pengendalian Mutu adalah semua kegiatan yang meliputi inspeksi, verifikasi, surveilan, audit, dan pengambilan contoh dalam rangka memberikan jaminan mutu dan keamanan Hasil Perikanan (Mayes, 2001). Salah satu sistem pengendalian mutu hasil perikanan adalah HACCP. HACCP atau Hazard Analysis and Critical Control Point merupakan suatu sistem untuk mengidentifikasi, mengevaluasi, dan mengendalikan setiap kemungkinan terjadinya resiko bahaya pada seluruh tahapan proses (CAC 2003). Sistem HACCP merupakan suatu sistem yang digunakan untuk menilai bahaya dan menetapkan sistem pengendalian yang memfokuskan pada pencegahan. HACCP menekankan pentingnya mutu keamanan pangan, karena itu sebagai suatu sistem jaminan mutu keamanan pangan, HACCP dapat diterapkan pada seluruh mata rantai proses pengolahan produk pangan mulai dari bahan baku sampai produk dikonsumsi (Muhandri dan Kadarisman 2006).
HACCP adalah suatu sistem dengan pendekatan sistematik untuk mengakses bahaya-bahaya dan resiko-resiko yang berkaitan dengan pembuatan, distribusi dan penggunaan produk pangan. Sistem HACCP ini dikembangkan atas dasar identifikaasi titik pengendalian kritis (Critical control point) dalam tahap pengolahan dimana kegagalan dapat menyebabkan resiko bahaya. (Thaheer 2005).
Menurut (Wiryanti dan Witjaksono 2001) alasan utama pembuatan dan penerapan sistem HACCP dalam industri pangan adalah:
a) Meningkatnya tuntutan konsumen atas keamanan pangan (food safety)
b) Pengujian pada produk akhir (end product inspection) sudah tidak mampu memenuhi kebutuhan konsumen
c) Adanya pendekatan baru yang berdasarkan atas tindakan pencegahan (preventive measure), pengawasan selama proses (in process inspection) dan semakin dominannya peranan perusahaan dalam pengawasan mutu secara mandiri (self regulatory quality control).
Beberapa alasan mengapa HACCP diperlukan dalam bisnis perikanan menurut Winarno dan Surono (2002) adalah sebagai berikut:
1. Tujuan manajemen industri pangan dalam menjamin keamanan pangan
2. Keamanan pangan adalah syarat wajib konsumen
3. Banyaknya kasus keracunan pangan
4. Terbatasnya jaminan sistem inspeksi produk akhir melalui pengujian untuk menjamin keamanan pangan.
5. HACCP berkembang menjadi standar internasional dan persyaratan wajib pemerintah
6. HACCP sebagai sistem yang memberikan efisiensi manajemen keamanan pangan
7. Kebutuhan akan sistem keamanan pangan yang efektif.
Sanitation Standard Operating ProCedure (SSOP) adalah prosdur tertulis yang harus digunakan oleh pemroses pangan untuk memenuhi kondisi dan praktek sanitasi. SSOP merupakan bagian penting dari program prasyarat untuk sistem Hazard Analysis Critical Control Point (HACCP). Program prasyarat perusahaan yang lain seperti penanganan keluhan konsumen dan program producet recall Juga dapat dimasukan. SSOP didasarkan pada Current Good Manufacturing Practice (CGMP) yang bersifat wajib untuk perusahaan pangan dan importer di bawah yurisdiksi Food and Drugs Administration (FDA) (CAC,2003).
Good Manufacturing Practices (GMP) adalah suatu pedoman cara berproduksi makanan yang bertujuan agar produsen memenuhi persyaratanpersyaratan yang telah ditentukan untuk menghasilkan produk makanan bermutu, baik dan aman secara konsisten. GMP adalah persyaratan minimal sanitasi dan pengolahan yang harus diaplikasikan oleh produksi pangan. GMP merupakan titik awal untuk mengendalikan resiko keamanan pangan (Lukman, 2001).
BAB III
PEMBAHASAN
A. Upaya mempertahankan mutu produk pangan
Menurut Suardi (2001), untuk mempertahankan mutu produk pangan sesuai dengan yang diharapkan konsumen dan mampu bersaing secara global, maka mengacu secara umum dapat ditempuh upaya-upaya berikut, khususnya yang menyangkut hubungan antar penjamin mutu, yaitu:
1. Pengadaan bahan baku.
Baik bahan penolong maupun bahan tambahan industri harus direncanakan dan dikendalikan dengan baik. Aspek-aspek penting yang perlu diperhatikan, yaitu 1) Persyaratan-persyaratan dan kontrak pembelian, 2) Pemilihan pemasok yang baik, 3) Kesepakatan tentang jaminan mutu, 4) Kesepakatan tentang metoda-metoda verifikasi, 5) Penyelesaian perselisihan mutu, 6) Perencanaan dan pengendalian pemeriksaan, dan 7) Catatan-catatan mutu penerimaan bahan.
Pengadaan bahan baku, jika melihat kinerja penjamin mutu, merupakan tanggung jawab dari quality control, yaitu pada bagian produksi. Baik atau buruknya bahan baku yang digunakan akan berpengaruh terhadap produk yang dihasilkan sehingga dapat menjadi evaluasi untuk quality control. Walaupun demikian hasil yang didapatkan harus menjadi perhatian untuk quality assurance yang bertugas menjamin mutu ditingkat yang lebih luas.
2. Pengendalian Produksi.
Pengendalian produksi dilakukan secara terus menerus meliputi kegiatan antara lain: 1) Pengendalian bahan dan kemampuan telusur, dengan inti kegiatan adalah inventory system, dengan tujuan pengendalian kerusakan bahan, 2) Pengendalian dan pemeliharaan alat, 3) Proses khusus, yaitu proses produksi yang kegiatan pengendaliannya merupakan hal yang sangat penting terhadap mutu produk, dan 4) pengendalian dan perubahan proses.
Pengendalian produksi menjadi tanggung jawab dibagian quality control untuk menjamin proses produksi berjalan dengan baik. Proses yang baik akan menghasilkan produk yang baik yang sesuai standar perusahaan. Quality assurance dapat bertindak pada pengendalian produksi khususnya mengenai limbah yang dihasilkan. Penjamin mutu ditingkat perusahaan ini harus menjamin keterkaitan semua aspek produksi, termasuk didalamnya limbah proses.
Mutu bahan baku dapat terjaga kualitasnya dengan pengendalian/pemeliharaan mutu bahan baku yang tepat yaitu setelah ikan dipanen yang kemudian akan diolah maka harus menghilangkan faktor yang dapat menurunkan mutunya, antara lain sebagai berikut.
a) Proses penghilangan darah (bleeding)
Keberadaan darah pada tubuh ikan setelah mati perlu dihilangakan karena akan mempercepat proses kemunduran mutu. Kemunduran mutu yang terjadi antara lain perubahan warna daging ikan yang menjadi gelap karena kerusakan myoglobin. Ikan yang dihilangkan darahnya segera setelah penangkapan memiliki ketampakan daging yang lebih putih dibandingkan yang ditunda proses penghilangan darahnya (Teteh, 2010). Proses penghilangan darah dapat memperlambat peningkatan senyawa-senyawa seperti TVB dan TMA serta memiliki derajat kesegaran yang baik. Ikan yang melewati proses penghilangan darah dengan segera memilki warna yang lebih baik selama penyimpanan. Proses penghilangan darah dapat dilakukan dengan memutus arteri yang berada dibelakang dan didepan insang, serta bagian jantung(Ahimbisibwe,2010)
b) Penyiangan
Penyiangan merupakan proses pembersihan organ dalam ikan seperti usus dan insang yang dapat menjadi sumber bakteri yang mempercepat kemunduran mutu ikan. Penghilangan usus dengan segera setelah penangkapan dan sebelum penyimpanan bertujuan untuk menghambat proses autolysis dan pembusukan oleh bakteri
c) Pencucian
Pencucian ikan bertujuan untuk menghilangkan lendir, mengurangi jumlah bakteri dipermukaan tubuh ikan, serta membersihkan ikan dari kotoran yang menempel. Pencucian ikan harus menggunakan air yang bersih dan memperhatikan sanitasinya .
d) Penyimpanan suhu rendah
Prinsip dasar penyimpanan pada suhu rendah yaitu menghambat pertumbuhan mikroba, dan menghambat reaksi-reaksi enzimatis, kimiawi dan biokimia.Penggunaan suhu rendah berupa pendinginan dan pembekuan dapat memperlambat proses-proses biokimia yang berlangsung dalam tubuh ikan yang mengarah pada kemunduran mutu ikan (Junianto 2003. Penanganan ikan dengan menggunakan suhu rendah membutuhkan media pemindah panas atau yang lebih dikenal dengan refrigerant. Bahan-bahan yang dapat digunakan sebagai media pendingin untuk penanganan ikan di antaranya es batu atau es balok, es kering, air dingin, es ditambah garam, air laut yang didinginkan dengan es, air laut yang didinginkan secara mekanis, dan udara dingin (Junianto, 2003)
3. Pengemasan.
Pengemasan dilakukan dengan benar dan memenuhi persyaratan teknis untuk kepentingan distribusi dan promosi. Dalam industri pangan, pengemasan merupakan tahap terakhir produksi sebelum didistribusikan. Pengemasan berfungsi sebagai: 1) Wadah untuk memuat produk, 2) Memelihara kesegaran dan kemantapan produk selama penyimpanan dan distribusi, 3) Melindungi pangan dari kontaminasi lingkungan dan manusia, 4) Mencegah kehilangan selama pengangkutan dan distribusi, dan 5) Media komunikasi atau promosi.
4. Penyimpanan dan Penanganan Produk Jadi.
Penyimpanan dan penanganan produk jadi bertujuan untuk mencegah kerusakan akibat vibrasi, shock, abrasi, korosi, pengaruh suhu, Rh, sinar dan sebagainya selama penanganan, pengangkutan, dan penyimpanan.
5. Pemeriksaan dan Pengujian Selama Proses dan Produk Akhir.
Tujuan utama adalah untuk mengetahui apakah item atau lot yang dihasilkan memenuhi persyarakatan sesuai dengan prosedur yang telah ditetapkan. Quality control memegang peran pada tahap ini, karena pengujian produk akhir akan menjadi penentu keputusan produk jadi.
Karakteristik mutu keamanan dalam industri pangan semakin hari semakin penting karena banyak kasus yang terjadi baik di dalam maupun di luar negeri. Oleh karena itu perlu dikembangkan metode atau peraturan tentang praktek pengolahan pangan yang baik. Pada bagian ini quality manajement menjadi bagian utama yang bertanggung jawab. Produk yang dihasilkan bukan hanya menjadi tanggung jawab bagian produksi, namun juga semua pihak yang terkait produksi termasuk bagian administrasi, atau keamanan. Quality manajement memegang peran penting untuk menciptakan peraturan atau kebijakan terkait upaya yang berhubungan dengan tanggung jawab produk akhir.
6. Penerapan sanitasi yang baik
Peneerapan sanitasi yang baik akan mencegah kontaminasi dari berbagai bakteri pembusuk, bakteri patogen,atau bahan asing. Menurut Bonnel (1994), elemen utama dari program sanitasi yang efektif ,antara lain:
a) Manajemen produksi memiliki pengetahuan yang baik tentang sanitasi
b) Tempat pengolahan harus didesain dengan baik dan terletak jauh dari tempat yang berpotensi kontaminasi
c) Terdapat air bersih yang terjamin kualitas dan kuantitasnya
d) Tersedia tempat khusus untuk pencucian ikan
e) Permukaaan alat yang digunakan harus halus dan rata
f) Menerapkan kebijakan mengenai kebersihan
g) Memiliki fasilitas kebersihan yang baik
h) Menerapkan kebersihan individu (personal hygiene)
i) Memiliki program pengontrol serangga dan binatang pengerat.
B. Penerapan upaya mempertahankan mutu bahan baku dalam proses Penepungan Ikan di PT. Maya Food Industries
Berdasarkan Laporan Kerja Lapangan yang berjudul Proses pembuatan tepung ikan di PT. Maya Food Industries, yaitu :
1. Penerimaan Bahan Baku
Bahan baku ikan lokal diterima baik dalam keadaan segar maupun dalam keadaan beku. Bahan baku yang diterima dalam keadaan segar, ditempatkan pada blong-blong plastik (insulated box) atau juga dapat ditempatkan secara curah dalam truk yang diberikan hancuran es dan dicampur dengan garam. Adapun tujuan penambahan garam ini, dimaksudkan untuk menurunkan titik beku, sehingga dapat mempertahankan kesegaran ikan. Ikan lokal segar diterima dalam keadaan utuh/HO (Head On). Sedangkan ikan lokal beku biasanya diterima dalam keadaan bagian kepala dan ekor terpotong dan organ dalam ikan sudah dikeluarkan. Keadaan seperti ini biasa dikenal dengan HL (Headless). Ikan lokal beku diterima dalam keadaan terbungkus plastik yang bagian luarnya juga dikemas kembali menggunakan karton berlapis lilin yang bertujuan untuk mencegah terjadi oksidasi lebih lanjut karena ikan yang telah dipotong lebih rentan terhadap oksidasi, dan diangkut menggunakan kontainer yang dilengkapi freezer. Hal ini sesuai dengan ketetapan dari JICA (Japan International Cooperation Agency) yang menyatakan bahwa perlindungan lebih lanjut terhadap bau anyir yang bersifat oksidatif sebagai contoh pengemasan kedap udara dapat memperpanjang waktu penyimpanan produk-produk tersebut.
Ikan yang telah mengalami oksidasi biasanya mengalami perubahan warna daging dari putih menjadi kuning yang diakibatkan karena protein myoglobin dan hemoglobin mengalami otooksidasi menjadi methemoglobin dan metmyoglobin, keduanya akan terurai menjadi metabolit penyebab warna kuning. Suhu dalam container tersebut berkisar antara -180C. Namun dari pihak perusahaan cenderung lebih suka membeli bahan baku dalam kondisi segar, selain karena kualitasnya yang lebih baik daripada bahan baku dalam kondisi beku juga karena harga bahan tersebut cenderung lebih murah (Rp 3.500-3.700/kg) daripada harga bahan baku dalam kondisi beku (Rp 4.500/kg). Walaupun demikian pihak perusahaan tetap memasok bahan baku dalam kondisi beku dengan pertimbangan jumlah pasokan bahan baku dalam bentuk segar belum tentu memenuhi target produksi.
Sumber bahan baku selain berasal dari dalam negeri juga berasal dari luar negeri. Biasanya ikan impor tersebut diangkut menggunakan kapal yang berlabuh di pelabuhan Tanjung Mas, Semarang. Kemudian dari pelabuhan ikan tersebut diangkut menggunakan truk kontainer. Di dalam kontainer yang digunakan tersebut telah dilengkapi dengan freezer dengan tujuan mempertahankan kualitas ikan. Suhu dalam kontainer diatur -180C. Ikan impor tersebut dikemas dalam plastik yang bagian luarnya dilengkapi dengan karton. Tiap-tiap karton berisi ikan seberat 10 kg.
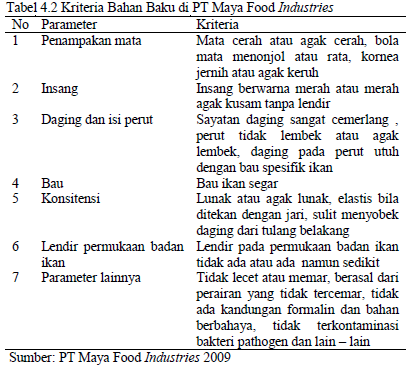
Berdasarkan penanganan bahan baku di perusahaan, setelah ikan datang kemudian dilakukan pembongkaran serta pengecekan antara lain pengecekan berat, kesegaran (secara organoleptik), pengecekan suhu, serta pengecekan kandungan bahan berbahaya (formalin). Menurut Hadiwiyoto,S (1993), kesegaran ikan yang digunakan dalam pembuatan produk ikan kaleng sangat mempengaruhi mutu produk akhir. Jika kesegaran ikan sudah tidak baik, maka pada waktu dilakukan precooking daging ikan akan menjadi kompak, selain itu kesegaran ikan dapat mempengaruhi cita rasa dan aroma produk tersebut. Pemeriksaan kesegaran dapat dilakukan dengan memperhatikan penampakan luar, kelenturan daging, keadaan mata, keadaan daging, keadaan ingsang dan sisik.
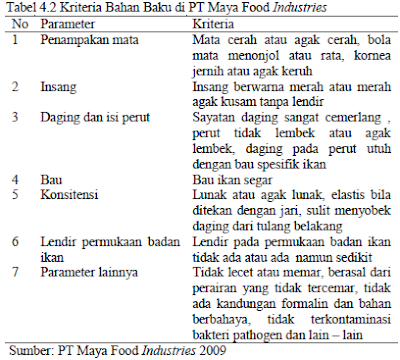
Pengecekan terhadap bahan baku dilakukan oleh staf Quality Control bagian bahan baku. Jika ikan-ikan tersebut tidak memenuhi spesifikasi yang telah ditentukan oleh perusahaan, maka akan dilakukan penolakan dan pengembalian bahan baku kepada supplier. Adapun kriteria yang dipersyaratkan oleh perusahaan terhadap bahan baku yang akan digunakan dapat dilihat pada tabel berikut:
Pada saat pembongkaran, pekerja akan memindahkan tiap-tiap karton ikan ke dalam holding freezer. Namun pada saat pembongkaran sering terjadi penyimpangan karena adanya perlakuan yang kurang hati-hati sehingga berpotensi menimbulkan kerusakan fisik pada ikan. Sedangkan pada bahan ikan segar proses pembongkarannya tidak berlanjut ke holding freezer karena ikan segar biasanya langsung diolah. Proses pembongkaran ikan segar mempunyai resiko kerusakan fisik yang lebih tinggi karena ikan segar dipindahkan langsung dari blong ke basket dengan cara menuangkan dari atas bak truk sehingga banyak ikan yang mengalami benturan maupun terinjak oleh pekerja.
2. Pengendalian Produksi
a) Penyimpanan Bahan Baku
Penyimpanan bahan baku beku berada di bagian holding freezer, dan disusun secara vertikal pada rak-rak yang tersedia. Suhu pada holding freezer diatur pada suhu minimal -180C hingga -240C sesuai dengan suhu penyimpanan optimal ikan yang digunakan sebagai bahan baku. Pengecekan suhu ikan ini dilakukan secara berkala setiap dua jam sekali. Penyusunan rak-rak ikan disesuaikan dengan jenisnya.
Bahan yang digunakan dalam pembuatan mackerel merupakan ikan dengan kandungan lemak tinggi. Penyimpanan pada suhu beku dapat memberi efek pengawetan selama ± satu tahun. Hal ini sesuai dengan ketetapan dari JICA (Japan International Cooperation Agency) .
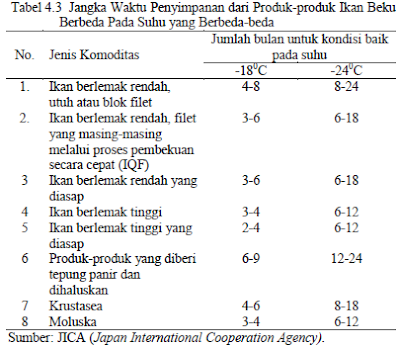
Tabel Jangka Waktu Penyimpanan dari Produk-produk Ikan Beku Berbeda Pada Suhu yang Berbeda-beda
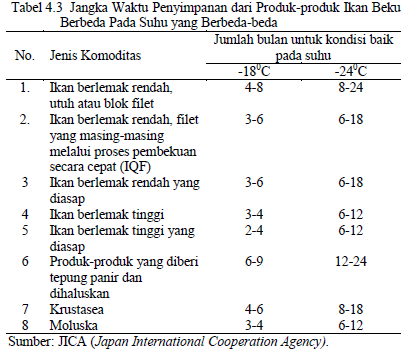
Pada tabel diatas terdapat jenis-jenis komoditas ikan yang sangatberpengaruh pada jangka waktu penyimpanan serta suhu yang digunakan untuk penyimpanan komoditas ikan ini. Untuk ikan berlemak rendah, utuh atau blok filet, penyimpanan dilakukan pada suhu – 18oC dengan jangka waktu penyimpanan 4 sampai 8 bulan. Dan untuk suhu -24oC waktu penyimpanannya dapat mencapai 8 sampai 1 tahun. Untuk ikan yang berlemak rendah, filet yang masingmasing melalui proses pembekuan secara cepat (IQF) dan ikan yang telah diasap jangka waktu yang baik untuk peyimpanan adalah 3-6 bulan dengan suhu -18oC dan untuk suhu -24oC jangka waktu untuk penyimpanan dapat mencapai 6-8 bulan. Sedangkan untuk produk produk ikan yang telah dihaluskan serta telah diberi tepung panir jangka waktu penyimpananya cukup lama sampai 1 tahun untuk kondisi suhu -24oC. Untuk krustasea pada suhu 18oC lama penyimpanan 4-6 bulan. Dan untuk suhu 24oC waktu penyimpanannya 8-18 bulan.
b) Persiapan Bahan Baku
Persiapan bahan baku yang dimaksud adalah proses thawing terhadap ikan beku. Thawing ini bertujuan untuk melelehkan kristal es yang melekat pada ikan. Proses thawing dilakukan melalui dua cara, yaitu dengan menggunakan udara dan menggunakan air. Proses thawing menggunakan udara, dilakukan dengan mendiamkan ikan beku pada suhu ruang selama ± 12 jam. Proses thawing menggunakan air dilakukan dalam bak thawing yang berisi air dengan cara merendamnya selama ± 10 menit. Proses thawing dengan menggunakan air dilakukan hingga kristal es tidak terlepas semuanya (pelelehan tidak maksimal). Hal ini dilakukan dengan tujuan agar tekstur ikan tidak terlalu lembek pada saat menunggu sebelum proses pemotongan. Hal ini sesuai dengan Moeljanto (1992), yang menyatakan bahwa sebelum disiangi, jangan terlalu lama ikan terendam dalam air hingga menjadi lembek. Penyiangan dan pencucian bahan mentah harus dilakukan dengan cepat, tepat dan hati-hati dengan mengikut prosedur yang baik dan benar. Selain itu, menurut JICA (Japan International Coopertaion Agency) menyatakan bahwa untuk proses pencairan penting dijaga agar ikan tetap dalam keadaan setengah beku (half thawing) untuk keperluan proses selanjutnya. Bila menggunakan ikan mackerel sebagai bahan bakunya, kesegaran ikan cepat sekali rusak, sehingga ikan mackerel dalam keadaan setengah cair disukai daripada ikan yang segar.
Namun hal tersebut cenderung menimbulkan resiko kerusakan tekstur akibat adanya pekerja yang melepaskan ikan dari bongkahan secara paksa menggunakan pisau.
c) Penyiangan dan Pemotongan
Proses penyiangan dan pemotongan ditujukan untuk menghilangkan bagian-bagian tertentu dari tubuh ikan yang tidak terpakai dan merupakan sumber kontaminan seperti bagian kepala, insang, isi perut (jeroan), dan ekor. Pada tahap ini juga dilakukan proses sortasi yaitu pemisahan antara ikan yang bermutu baik dengan ikan yang bermutu jelek. Proses penyiangan dan pemotongan ini dikerjakan secara manual dengan tenaga manusia dan alat bantu berupa pisau dan talenan kayu yang digunakan sebagi alas pemotongan. Proses penyiangan dan pemotongan dilakukan di atas meja yang terbuat dari fiber.
Proses pemotongan diawali dengan memotong kepala bagian bawah secara miring ke arah bagian perut, sampai isi perut terbawa keluar, kemudian ekor dipotong. Ukuran badan ikan untuk masing-masing kaleng berbeda-beda, kaleng ukuran 301 memiliki ukuran badan ikan 9-11 cm, sedangkan kaleng ukuran 202 memiliki ukuran badan ikan 7-8,5 cm. Untuk potongan bagian ekor maksimal 5-6 cm dari ujung ekor. Standar tersebut digunakan untuk memenuhi rendemen sebesar 65%. Bagian lain seperti kepala, isi perut, dan ekor selanjutnya dimasukkan ke dalam basket lain untuk kemudian diolah pada bagian pengolahan limbah.
Proses pemotongan dan penyiangan dengan menggunakan tenaga manusia memiliki kelebihan dan kekurangan. Kelebihannya yaitu dapat dilakukan penyortiran baik terhadap mutu maupun ukuran ikan. Sedangkan kekurangannya antara lain ukuran hasil pemotongan kurang stabil dan hasil penyiangan kurang bersih. Hal ini sesuai dengan pendapat dari Muniyati dan Sunarman mengenai kekurangan dan kelebihan pemotongan menggunakan mesin dan tangan, yang menyatakan bahwa pemotongan ikan dapat dilakukan dengan mesin atau dengan tangan. Pemakaian mesin pemotong akan memperoleh kesulitan untuk memperoleh bahan dengan ukuran yang sama dan banyak menghasilkan waste (potongan sisa/serpihan) meskipun prosesnya berjalan cepat. Pemotongan dengan tangan menghasilkan potongan-potongan yang tidak sama ukurannya dan kecepatannya rendah.
Jika ditinjau dari peralatan yang digunakan berupa pisau dan talenan kayu juga berpotensi sebagai sumber kontaminan. Tidak adanya interval penggantian alat lama dengan alat yang baru sehingga terdapat beberapa pisau yang telah mengalami pengkaratan. Selain itu, talenan yang digunakan masih terbuat dari kayu yang rentan ditumbuhi jamur. Dari segi tindakan pekerja masih terdapat beberapa perilaku yang kurang memperhatikan keamanan pangan dengan melakukan pengasahan pisau di meja pemotongan, sehingga dimungkinkan serpihan pisau mengontaminasi produk.
d) Pencucian
Proses pencucian dilakukan setelah ikan-ikan tersebut disiangi dan dipotong. Hal ini bertujuan untuk menghilangkan darah, lendir, dan kotoran/padatan lain yang masih menempel pada tubuh ikan. Proses pencucian dibedakan menjadi dua cara yaitu secara mekanik dan secara manual. Pencucian secara mekanik dilakukan dengan menggunakan drum rotary washer yang digunakan khusus untuk ikan bersisik banyak (ikan jui, tembalang, lemuru). Pencucian dengan alat ini bertujuan untuk menghilangkan sisik-sisik ikan yang tidak bisa dihilangkan hanya dengan cara pencucian secara manual. Prinsip kerjanya adalah mencuci ikan dengan cara gesekan yang memutar, sedangkan untuk proses pencucian secara manual dilakukan dengan cara menyiramkan air bersih ke tumpukan ikan di atas meja. Proses penyiraman dilakukan berulang-ulang sampai daging ikan menjadi bersih. Proses pencucian mekanik dengan menggunakan drum rotary washer yang dilakukan di perusahaan dirasa kurang maksimal, sehingga sebagian sisik masih menempel pada badan ikan.
e) Perebusan (Cooking)
Ketika ikan dipanaskan, sebagian besar air dan minyak akan hilang. Air dan minyak ini juga dapat hilang pada saat dilakukan pengepresan. Alat pemanas yang saat ini banyak digunakan berbentuk silinder uap air yang tertutup dimana ikan dipindahkan menggunakan alat berbentuk sekrup. Beberapa alat pemanas juga dilengkapi dengan fasilitas steam. Alat pemanas dalam industri dapat menampung sekitar 16 sampai 1600 ton bahan baku ikan segar per 16 jam.
Jika pemanasan kurang, maka hasil pressing nantinya tidak memuaskan dan pemanasan yang terlalu berlebihan dapat menyebabkan ikan terlalu halus untuk dipress. Bahan baku ikan segar tidak dilakukan pengeringan selama tahap proses pemanasan. Pemanasan biasanya dilakukan pada suhu 95oC sampai 100oC dalam waktu 15 sampai 20 menit. Beberapa perusahaan yang bergerak dalam pembuatan tepung ikan, menggunakan suhu 95oC.
f) Pressing
Pada tahap ini terjadi pemindahan sebagian minyak dan air. Ikan berada dalam tabung yang berlubang, hal tersebut dilakukan untuk meningkatkan tekanan dengan bantuan sekrup. Campuran air dan minyak yang diperoleh ditekan keluar melalui lubang dan bahan bentuk padat seperti dalam pembuatan kue sebagai hasil akhir dari proses pressing. Selama proses pressing, kadar air menurun dari 70% menjadi 50% dan minyak menurun sekitar 4 %.
g) Pressing Liquor
Setelah dilakukan penyaringan untuk memisahkan material kasar dan material yang padat, kemudian material yang padat dan keras ini dilakukan pressing secara terus menerus dan disentrifugasi untuk memindahkan minyak. Minyak yang diperoleh kadang-kadang disuling yaitu proses yang dilakukan sebelum dimasukkan kedalam tangki penyimpan. Minyak yang disuling adalah minyak yang dapat dimanfaatkan dan digunakan dalam industri pembuatan minyak goreng dan margarin. Bagian cair dari proses pressing liquor dikenal dengan nama stickwater yang berisi material yang telah dihancurkan yang beratnya sekitar 9% dari total padatan. Material ini sebagian besar berupa protein dan stickwater terdiri dari sekitar 20% dari total padatan. Material terbentuk kembali akibat penguapan stickwater sampai berbentuk sirup yang terdiri dari 30 sampai 50% padatan dan kadangkadang dijual sebagai ikan padat yang dilarutkan. Pada umumnya produk hasil pressing liquor jika dipress kembali dan dikeringkan maka akan berbentuk tepung.
h) Pengeringan
Meskipun pada prinsipnya caranya sederhana, akan tetapi membutuhkan keterampilan dalam melakukan proses pengeringan yang baik. Jika tepung tidak dikeringkan maka dapat menyebabkan tumbuhnya jamur atau bakteri. Dan jika pengeringan dilakukan secara berlebihan maka akan mengakibatkan nilai nutrisi yang dikandungnya dapat menurun. Ada dua jenis alat pengering, yaitu alat pengering langsung dan alat pengering tidak langsung. Pengeringan langsung menggunakan suhu yang sangat panas, ±200oC. Metode ini membutuhkan waktu yang singkat, tapi akan menyebabkan kerusakan yang lebih tinggi jika prosesnya tidak dilakukan secara hati-hati. Tepung sebaiknya tidak dipanaskan pada suhu yang sangat tinggi, karena penguapan air yang cepat menyebabkan kondisi ikan mendingin, secara normal produk dipanaskan pada suhu 100oC.
Pada umumnya, alat pengering berbentuk seperti tabung uap air dengan steam untuk mengeringkan tepung. Sebagian besar bau tidak sedap pada industri pengolahan berasal dari alat pengering. Alat pengering tidak langsung umumnya digunakan di UK. Di UK, limbah ikan digunakan sebagai bahan baku utama dalam pembuatan tepung dan disini proses pengepressan bukanlah menjadi hal yang penting, karena kandungan minyak pada material sudah sangat sedikit. Tepung ikan ini diproses dengan cara yang sederhana, yaitu dengan cara memasak dan mengeringkan saja. Ada pertimbangan tertentu yang mendasari penggunaan tahap pressing, yaitu fleksibilitas penggunaan ikan yang berminyak, kurang berminyak atau campuran dari keduanya, dan proses pemindahan air dengan pressing dan penguapan dari stickwater lebih murah karena pengaruh penguapan lebih efisien dibandingkan dengan menggunakan alat pemanas.
i) Penggilingan
Langkah terakhir yang dilakukan dalam pembuatan tepung ikan adalah penggilingan untuk memecahkan gumpalan-gumpalan atau partikel dari tulang.
3. Pengemasan
Dilakukan pengemasan tepung ikan dalam wadah plastik atau didalam wadah yang kedap uap air. Saat sebelum pengemasan, di pastikan kandungan air tepung mesti dibawah 8% hingga tepung ikan bisa disimpan dalam periode waktu yang lama, untuk selanjutnya dilakukan penyimpanan di dalam silo. Dari tempat industri pengolahan tepung ikan, tepung ikan yang sudah siap jual kemudian ditransportasikan.
4. Penyimpanan dan Penanganan Produk Jadi
Penanganan mutu produk akhir digunakan untuk menjaga kestabilan mutu produk yang telah dihasilkan. Pengendalian mutu produk akhir ditekankan pada pengemasan dan penyimpanan. Bila hal tersebut dipenuhi maka kualitas dari tepung ikan akan selalu terjaga. Tepung ikan yang telah disimpan dalam gudang, perlu diperhatikan kondisi penataannya. Pada lantai gudang dipasang alas yang terbuat dari anyaman kayu sehingga dibawah tumpukan tepung ikan akan terbentuk rongga untuk mencegah akumulasi panas, dan kontak langsung dengan pengemas yang akan berpengaruh pada kelembaban.
5. Pemeriksaan dan Pengujian Selama Proses dan Produk Akhir
Untuk menjaga dan mempertahankan kualitas akhir tepung ikan perlu dilakukan pengujian yang meliputi :
a) Kenampakan dan warna
Warna yang dikehendaki oleh pabrik adalah kuning kecoklatan atau sedikit kemerahan, tergantung jenis ikan. Pada ikan scomber biasanya warnanya kuning kecoklatan, sedangkan untuk ikan kepala goyang yang digunakan sebagai bahan pembuat surimi adalah bewarna sedikit kemerahan.
b) Kehalusan tepung
Kehalusan tepung dinyatakan dalam satuan mesh. Ayakan yang digunakan adalah ayakan 80 mesh dan tepung ikan yang berkualitas baik akan lolos pada ayakan 80 mesh.
c) Bau
Bau yang dikehendai oleh pabrik adalah bau yang disertai dengansedikit minyak ( bau anyir ).
d) Sifat
Sifat yang dimiliki oleh produk tepung ikan adalah bebas dari ketengikan dan tidak ditemui bau hangus serta warna dan tingkat kehalusannya homogen.
e) Kemasan
Kemasan berkaitan erat dengan kesegaran bahan mentah. Hal ini dapat dilihat pada saat tepung ikan yang keluar dari penggilingan bila pH tepung dibawah 6,0 diduga ikan rucah yang digunakan adalah ikan yang diolah dalam keadaan busuk. Adapun pH yang dikehendaki
adalah antara 6,0-6,5. Pengukuran pH tepung ikan dapat dilakukan dengan pH meter.
f) Viskositas
Viskositas berkaitan erat dengan pH tepung. Jika pH tepung ikan rendah maka viskositas tepung akan menjuadi rendah pula. Hal ini terjadi karena adanya proses hidrolisis pada tepung tersebut. Viskositas tepung yang dikehendaki bekisar antara 550-650 Cp. Diukur dengan alat penerka yang disebut dengan Viscometer.
Pada P.T Maya Food Industries mutu akhir produk dapat dilihat dengan penelitian laboratorium d P.T Sucifindo yang berada dikota Semarang, hasil analisa produk yang dihasilkan bedasarkan SNI.
6. Penerapan sanitasi
Sanitasi perusahaan adalah suatu usaha yang terencana terhadap lingkungan produksi, bahan baku, peralatan dan pekarja untuk mencagah pencemaran dari hasil olahan, mencegah terlarangnya nilai estetika konsumen serta mengusahakan lingkungan kerja yang bersih. Aman dan nyaman.
Sanitasi mempunyai arti penting dalam perusahaan yaitu sebagai usaha pencegahan, menciptakan suasana lingkungan perusahaan dalam kondisi sanitasi yang mencakup segi keamanan atau dalam proses produksi dari bahaya yang timbul. Sanitasi meliputi peralatan mesin, pekerja, bangunan, lingkungan serta penanganan limbah.
a) Sanitasi Peralatan dan Mesin
Sanitasi peralatan dan mesin adalah kebersihan dari alat dan mesin yang digunakan agar tidak mencemari lingkungan dan hasil produk dan tetap terjaga kualitasnnya. Usaha untuk menjaga kebersihan alat dan mesin sebelum atau sesudah mesin digunakan. Sebelum alat dicuci dengan menggunakan air. Hal ini memungkinkan alat sewaktu tidak digunakan karena terkontaminasi seperti debu atau bekas kotoran sebelumnnya. Untuk mencegah pengkaratan akibat korosi dan ampas yang menempel dilakukan pencucian yaitu setelah proses produksi.
b) Sanitasi Pekerja
Kebersihan pekerja dapat mempengaruhi kualitas produk yang dihasilkan, karena dari pekerja dapat menjadi sumber cemaran ini diantara lain rambut pekerja yang rontok, kebersihan penjaga misalnya kebersihan tangan dan kaki. Pakaian dan kebiasaan jelek meliputi meludah sembarangan dan kebiasaan merokok saat bekerja.
Hal tersebut dapat mempengaruhi atau menganggu kualitas produk juga mengurangi nilai estetika dan konsumen. Guna melindungi pekerja dan produk olahan dari bahaya yang mungkin timbul. Perusahaan membentuk panitia Pembinaan dan Kesehatan Kerja (P2K3) yang ditetapkan oleh kantor Kepala Wilayah Departemen Tenaga Kerja Dati I Jawa Tengah, dengan no.Kep. 239/w.10/1992.
Dalam rangka melaksanaan program K3, kegiatan kegiatan yang dilakukan oleh PT Maya Food Industries, antara lain :
1) Mewajibakan karyawan dibagian prosessing dan pengananan limbah untuk menggunakan sarung tangan, dan masker hidung serta telinga.
2) Mengikuti program Asuransi Sosial Tenaga (ASTEK)
c) Sanitasi Bangunan dan Lingkungan
Sanitasi bangunan dalam perusahaan mempunyai fungsi diantaranya untuk melindungi karyawan serta peralatan dari faktor lingkungan. Selain hal tersebut letak bangunan juga mempertimbangkan faktor kesehatan dan keselamatan baik pekerja maupun produk olahan, terutama letak perusahaan harus jauh dari sumber cemaran.
Bagian- bagian bangunan perusahaan yang berkaitan dengan sanitasi meliputi:
1) Dinding bangunan yang terbuat dari dinding batako dan penutup ventilasi terbuat dari kain kasa, kerangka bangunan yang terbuat dari besi baja.
2) Bahan yang digunakan sebagai penutup atap terbuat dari asbes dengan bentuk atap gelombang.
3) Lantai bangunan diperusahaan ada beberapa jenis, yang digunakan untuk perkantoran terbuat dari ubin kramik, lantai gedung pabrik terbuat dari campuran semen dan pasir, lantai bak penampung hasil penggilingan dengan ubin keramik.
4) Saluran pembuangan air limbah dari dalam pabrik dialirkan ke bak penampung dengan pipa.
5) Ventilasi berfungsi untuk mengatur sirkulasi udara, uap panas. Celah ventilasi diberi kawat kasa agar serangga tidak masuk.
6) Penerangan merupakan faktor yang sangat penting dalam pelaksanaan pekerjaan. Penerangan yang memungkinakn pekerja kurang sempurna dalam melihat obyek yang sedang dikerjakan sehingga dapat menganggu pekerjaan, pekerja akan mudah mengalami lelah fisik terutama organ mata. Hal ini memungkinkan pekerja kurang berhatihati dalam melaksanaan pekerjaan dapat berakibat fatal dan dapat menyebabkan kecelakaan. Perusahaan dalam mengusahakan penerangan sudah cukup dengan menggunakan lampu listrik bewarna putih.
7) Sanitasi lingkungan lebih ditunjukan kepada sekitar perusahaan yang ditekankan terutama pada sekitar masalah kebersihan dari lingkungan perusahaan. Kondisi lingkungan terletak jauh dari sumber pencemaran seperti tempat pembuangan sampah. Namun demikian perusahaan lebih menekankan pada usaha keberhasilan dalam lingkungan perusahaan.
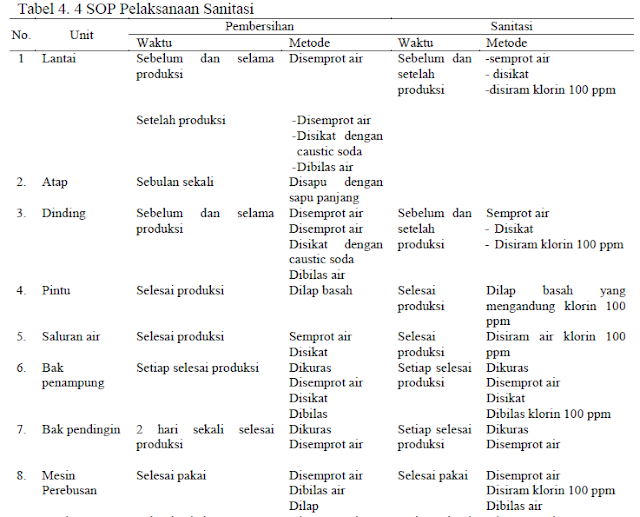
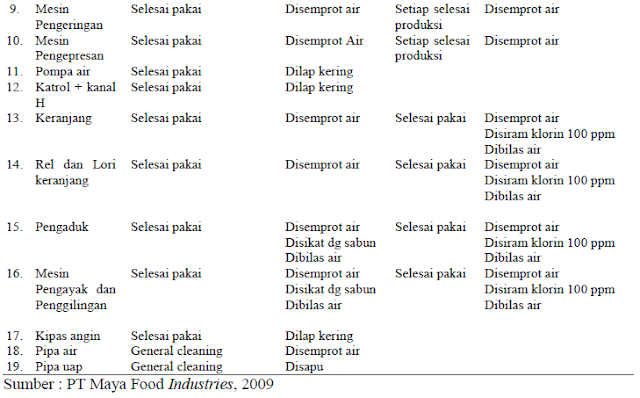
Berikut ini adalah tabel sanitasi untuk peralatan dan ruang produksi menurut Standard Operation Procedures (SOP)

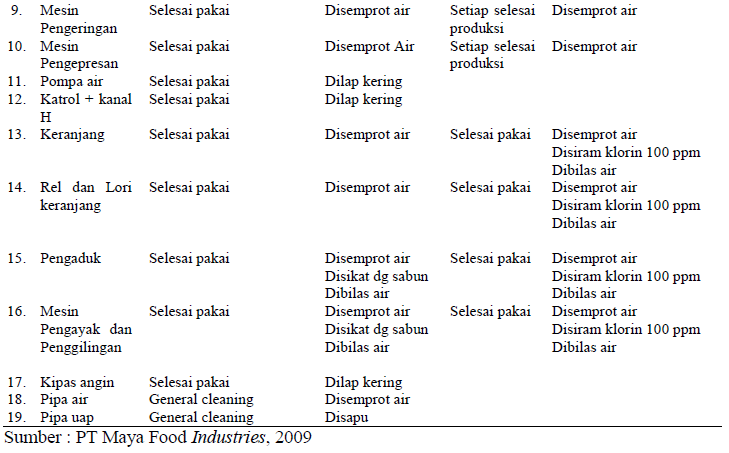
Selain itu, ruang produksi juga dilengkapi oleh lampu pembunuh serangga (killer insect). Sinar ultraviolet dari lampu ini akan menarik perhatian serangga, sehingga pada saat serangga tersebut mendekat pada lampu, maka akan terperangkap pada perekat yang tersedia. Penggantian perekat dilakukan secara rutin setiap 2 minggu sekali.
BAB IV
KESIMPULAN
1. Untuk mengetahui upaya dalam mempertahankan mutu produk pangan sesuai standart dapat dilakukan dengan:
a. Pengadaan bahan baku yang baik.
b.Pengendalian Produksi.
c.Pengemasan.
d.Penyimpanan dan Penanganan Produk Jadi.
e.Pemeriksaan dan Pengujian Selama Proses dan Produk Akhir
f.Penerapan sanitasi yang baik
2. Proses mempertahankan mutu pada PT. Maya Food Industries telah sesuai dengan standart yang ada, dimana penerapan HACCP dan SSOP telah diterapkan dengan baik untuk mempertahankan mutu bahan baku dan produk hasil, selain itu Good Manufacturing Practices (GMP) telah memenuhi persyaratan-persyaratan yang telah ditentukan dan berjalan secara konsisten.
DAFTAR PUSTAKA
Ahimbisibwe, J.B. 2010. “Effect of Bleeding on the Quality of Amberjack (Seriola dumerili) and Red Sea Bream (Pagrus major) Muscle Tissues During Iced Storage and Detection of Cathepsin L. in Red Cell Membrans of Fish Blood”. Mie University Scholarly E-Collection. Japan.
Bonnel, A.D. 1994. Quality Assurance in Seafood Processing: A practical Guide. Chapman and Hall. London
[CAC] Codex Alimentarius Commission, 2003. CAC/RCP 1-1969, Rev. 4 Recommended International Code of Practice General Principles of Food Hygiene. (http://www.codexalimentarius.net. Diakses pada 29 November 2015 pukul 16:00 WIB).
Hadiwiyoto, S. 1983. Hasil-hasil Olahan Susu, Ikan, Daging dan Telur. Liberty.Yogyakarta.
Hermawan, T. 2005. Sistem Manajemen HACCP. PT Bumi Aksara. Jakarta.
Husni, A dan Putra, MGS. 2014. Pengendalian Mutu Hasil Perikanan. Gadjah Mada University Press. Yogyakarta.
Junianto. 2003. Teknik Penanganan Ikan. Penebar Swadaya. Jakarta
Laili, Rizki Ridha. 2010. Laporan Magang Di Pt. Mayafood Industries Pekalongan Jawa Tengah (Proses Pembuatan Tepung Ikan). Program Diploma III Teknologi Hasil Pertanian, Fakultas Pertanian, Universitas Sebelas Maret. Surakarta.
Lukman, D.W. 2001. Good Manufacturing Practices (GMP). Makalah Training Penerapan HACCP. Ditjen Bina Produksi Peternakan - Deptan Kerjasama dengan Fakultas Kedokteran Hewan – Institut Pertanian Bogor. 27-31 Agustus 2001, Bogor.
Mayes J. 2001. HACCP: Principles and Applications. Van Nostrand Reinhold. New York.
Moeljanto, R. 1992. Pengawetan dan Pengolahan Hasil Perikanan. Swadaya. Jakarta.
Muhandri T., dan Kadarisman D. 2006. Sistem Jaminan Mutu Industri Pangan. Bogor : IPB Press.
Suardi, R. 2001. Sistem Manajemen Mutu ISO 9000: 2000: Penerapannya untuk Mencapai TQM. Penerbit PPM. Jakarta.
Thaheer H. 2005. Sistem Manajemen HACCP. Buku Aksara. Jakarta.
Teteh, E.N. “Effect of Different Bleeding Conditions on the colour Tone of Fresh , Frozen, and Salted Fillets of Atlantic Cod (Gadus Marhua)”. Final Project. United Nation university Fisheries Training Programme. Iceland
Winarno F.G, dan Surono. 2002. HACCP dan Penerapannya dalam Industri Pangan. M-Brio Press. Bogor.
Wiryanti J, dan Witjaksono HT. 2001. Hazard Analysis and Critical Control Point dalam Pelatihan Manajemen Dokumentasi dan Perekaman serta Audit Internal Hazard Analysis and Critical Control Point. 12-20 Maret 2001. Bogor.
.
Demikianlah Info postingan berita STUDI KASUS PENGENDALIAN MUTU DI INDUSTRI PERIKANAN
terbaru yang sangat heboh ini STUDI KASUS PENGENDALIAN MUTU DI INDUSTRI PERIKANAN, mudah-mudahan bisa memberi manfaat untuk anda semua. baiklah, sekian info artikel kali ini.
Anda sedang membaca posting tentang STUDI KASUS PENGENDALIAN MUTU DI INDUSTRI PERIKANAN dan berita ini url permalinknya adalah http://nyimakpelajaran.blogspot.com/2016/11/studi-kasus-pengendalian-mutu-di.html Semoga info lowongan ini bisa bermanfaat.
0 Response to "STUDI KASUS PENGENDALIAN MUTU DI INDUSTRI PERIKANAN"
Posting Komentar